Содержание
- Конденсатор для сварочного полуавтомата
- Полуавтоматическая сварка из инвертора
- Полуавтомат из сварочного трансформатора
- Полуавтомат Саныча
- Рекомендованные сообщения
- Расчет сечения проводов первичной обмотки трансформатора
- Расчет сечения проводов вторичной обмотки трансформатора
- Выпрямитель для сварочного аппарата
- Способы регулирования тока сварочной дуги
- Как сделать дроссель и намотать его правильно?
- Контактная сварка с помощью одного суперконденсатора
- Понадобится
- Изготовление простейшего аппарата для контактной сварки из суперконденсатора
- Контактная сварка
Конденсатор для сварочного полуавтомата
В мастерской и в быту мастеру пригодится полуавтомат для сварки, чтобы выполнить ремонт ограждения или навеса, кузова автомобиля, построить теплицу.
Что лучше: купить новое оборудование или собрать сварочный полуавтомат своими руками – зависит от личных возможностей. Но такая возможность есть. В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.
Самодельный полуавтомат работает по той же схеме, что и обычный сварочник, с той лишь разницей, что электроды заменяет присадочная проволока. Она подается в рабочую зону автоматически, с помощью специального механизма. Благодаря непрерывной постепенной подаче проволоки формируется зона расплавленного металла для быстрого соединения элементов.
Электрическая схема может иметь в качестве источника тока инвертор или трансформатор. Сварщик поджигает дугу на горелке пистолетного типа и регулирует подачу расходника через обрезиненный шланг. Через этот канал одновременно поступает газ.
Полуавтомат привлекает простым принципом работы и производительностью. Шов при сварке ложится ровно и равномерно, обладает высокой прочностью. Собранная в домашних условиях конструкция сможет сваривать сталь, нержавейку и цветные металлы.
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.
Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Для создания полуавтомата из инвертора своими руками потребуется приготовить необходимые комплектующие и оборудование.
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.
Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.
Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки. Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.
Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.
Устройство узла горелки
Сварочная горелка – это рабочий инструмент сварщика для наложения шва в среде защитного газа. Служит она не более полугода и относится к расходным материалам.
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.
Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Для рукоятки используется термостойкий изоляционный материал, надежно защищающий сварщика от поражения электрическим током. На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.
Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Горелка должна быть компактной и легкой. Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.
Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Управление полуавтоматом выполняет микроконтроллер. Он также отвечает за преобразование и стабилизацию тока.
Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:
- Инвертор подключить к силовому и управляющему устройствам.
- Проволоку заправить в подающий механизм и проверить плавность движения.
- Установить необходимую скорость подачи проволоки.
- Горелку соединить с рукавом, который подключить к устройству подачи.
- Газовый баллон с редуктором и манометром соединить с горелкой.
- Включить инвертор и механизм подачи.
- Проверить поступление газа и проволоки. После подачи газа задержка движения проволоки должна быть 1–2 с. Она поступает уже в готовую защитную среду, иначе будет залипать.
При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Качественно сделанный своими руками полуавтомат будет долго и надежно служить своему хозяину, а если у вас есть опыт изготовления сварочного полуавтомата своими руками — обязательно делитесь им в комментариях к данной статье.
Нашел немного времени пофоткать аппарат изнутри.
Выкладываю потроха)
Вот и схема, максимально упрощеная, без лишних наворотов, проверена годами.
РЕЛЕ ВКЛЮЧЕНИЯ СИЛОВОГО ТРАНСА НЕ СТАВИЛ! Прекрасно обхожусь без него, никаких дуг после остановки подачи нет!
РЕЛЕ ТОРМОЗА ДВИГАТЕЛЯ ПОДАЧИ НЕ СТАВИЛ! Это лишнее роскошество и затраты, после отпускания кнопки, и без тормоза останавливается за пол секунды! Были бы с этим неудобства, давно бы все это добавил! Годами много всего переварил шов получается отличный. Заборы варю без газа, а ответственные места варю с газом, из углекислотного огнетушителя с редуктором) Об Этом и о механизме подачи в следуюшей статье.
Коментарии и критика приветствуется)
Силовой трансформатор намотан на ЛАТР 10А
Силовые диоды 250А на радиаторах, всегда чуть теплые.
Дроссель намотан на сердечнике от трансформатора ТС-270, от старого лампового цветного телевизора и принрученный к нему кондер на 47000 мкф.
Дополнительный трансформатор питания двигателя и электроники.
Плата управления оборотами двигателя подачи проволоки.
Разъем горелки, мамка самодельная из сантехники, со встроенным гетинаксом, такую запчасть нигде не нашел)
Механизм подачи, тоже из подручного материала, подробности в следующей статье.
Электромотор от дворников с капейки, стоит на гетинаксовой пластине, для изоляции от корпуса.
Ну и если кто хочет по сложнее аппарат, есть много интересных идей и схемотехники здесь: Самодельные сварочные аппараты, полуавтоматы, схемы
Рекомендованные сообщения
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
Расчет сечения проводов первичной обмотки трансформатора

Схема устройства сварочного трансформатора.
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный. Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка. Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
I1 = Р:U= 5000:220=22,7 А.
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм2.
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d2=4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Как самостоятельно и красиво создать дизайн гостиной?
Расчет сечения проводов вторичной обмотки трансформатора
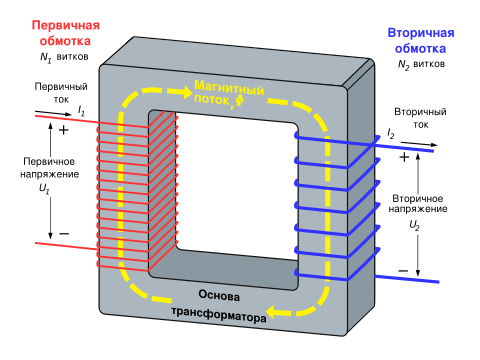
Схема трансформатора с первичной и вторичной обмоткой.
Напряжение на выходе трансформатора сварочного аппарата в отсутствие сварочной дуги (режим холостого хода) обычно составляет 60-80 В. Чем выше напряжение холостого хода, тем надежнее зажигается дуга. Напряжение же сварочной дуги обычно в 1,8-2,5 раза меньше, чем напряжение холостого хода.
Внимание. О том, что в отсутствие дуги напряжение на выходе трансформатора опасно для жизни, необходимо помнить постоянно.
Для сварки в быту обычно используют электрод диаметром 3 мм, которому достаточно обеспечить ток дуги примерно в 150 А. При напряжении холостого хода, равном 70 В, напряжение дуги будет равно примерно 25 В, и потребляемая мощность Р сварочного аппарата должна быть не менее
Р=25×150=3750 Вт =3,75 кВт.
Целесообразно рассчитывать трансформатор на большую мощность, то есть больший ток сварочной дуги. Например, при токе дуги в 200 А потребляемая мощность составит примерно 5 кВт. Вот на такую мощность и следует рассчитать трансформатор.
Напряжение однофазной сети в доме должно быть равным 220 В, но оно может изменяться на ±22 В. Это одна из причин, из-за которой может изменяться ток дуги и потребуется его регулировать.
Сечение провода во вторичной обмотке трансформатора определяют исходя из плотности тока, равной 5 А/мм2. Для тока в 200 А сечение провода равно 40 мм2, то есть это может быть только шина, которую наматывают с послойным изолированием. По существующим типовым размерам можно подобрать требуемую шину и по длине, и по поперечному сечению.
Типовые размеры медных шин, выпускаемых промышленностью:

Схема изготовления сварочного дросселя
- длина от 0,5 до 4 м с интервалом 0,5 м;
- ширина от 2 до 60 см с интервалом 1 см (при ширине от 4 до 10 см) и с интервалом 5 см (при ширине от 10 до 60 см);
- толщина от 3 до 10 мм.
Можно воспользоваться и многожильным проводом, сечение которого соответствует рассчитанному значению. Для увеличения сечения провод можно сложить вдвое или втрое. Для алюминиевого провода сечение необходимо увеличить в 1,6-1,7 раза.
Для дросселя, который включают на выходе трансформатора, сечение провода должно быть таким же, как и во вторичной обмотке трансформатора.
Выпрямитель для сварочного аппарата
Электрическая схема выпрямителя сварочного аппарата.
Для сварки на постоянном токе к выходной обмотке трансформатора необходимо присоединить преобразователь переменного тока в постоянный. Такое устройство называют выпрямителем, поэтому и сварочный аппарат с этим устройством называют выпрямителем.
Верхний график представляет синусоидальное напряжение на выходе вторичной обмотки трансформатора. Горизонтальная ось t — это ось времени. Временной интервал между нулевыми значениями напряжения определяют периодом колебаний. Он состоит из положительного и отрицательного полупериодов.
Видно, что ток не постоянный, а пульсирующий. Уменьшить пульсацию можно только путем увеличения емкости конденсатора.
Для регулирования тока дуги дроссель необходимо включить между выходом трансформатора и точкой 3 выпрямителя.
Способы регулирования тока сварочной дуги
Рассмотрим один из способов регулирования тока сварочной дуги, основанный на применении дросселя во вторичной обмотке трансформатора. Регулируют ток дуги путем изменения воздушного зазора, предусмотренного в сердечнике, на котором выполнена намотка шины.
Рассмотрим три режима, в котором может находиться трансформатор.
{kind=link}
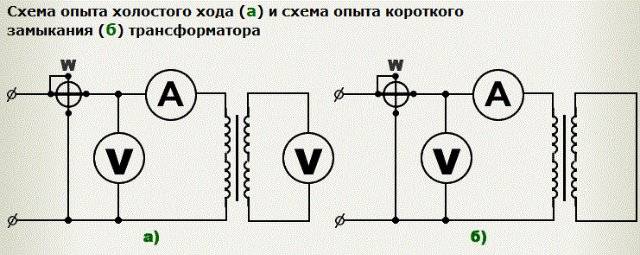
Схема холостого хода и короткого замыкания трансформатора.
- Режим холостого хода. Переменное напряжение подано на вход трансформатора. Во вторичной обмотке индуцируется ЭДС, но ток в выходной цепи отсутствует.
- Режим нагрузки. В результате зажигания дуги она замыкает выходную цепь, состоящую из вторичной обмотки трансформатора и обмотки дросселя. Протекает ток, величина которого определяется индуктивным сопротивлением этих обмоток. Если бы не было дросселя, то ток был бы максимальным. Степень воздействия зависит от размеров воздушного зазора в стержне, на который намотана обмотка.
- Режим короткого замыкания. Это момент касания электродом свариваемых частей заготовки. В сердечнике трансформатора создается переменный магнитный поток, и во вторичной обмотке индуцируется ЭДС. Ток в цепи определяется величиной индуктивного сопротивления дросселя и вторичной обмотки трансформатора.
При увеличении зазора сопротивление возрастает. Это приводит к уменьшению магнитного потока и, соответственно, к уменьшению индуктивного сопротивления катушки дросселя и общего сопротивления цепочки. Ток дуги возрастает. Такой способ позволяет плавно регулировать ток.
Схема трансформатора в сборе.
Однако подвижная система имеет тот недостаток, что в результате вибрации металла при прохождении по катушке переменного тока она становится не очень надежной.
Можно, жертвуя плавностью регулировки, делать ее ступенчатой. Для этого необходимо сделать дроссель так, чтобы в магнитопроводе не было воздушного зазора. В процессе намотки через определенное количество витков необходимо делать отводы. В этом варианте ток можно регулировать ступенчато, через контакты, которые необходимо делать мощными в расчете на прохождение тока в сотни ампер.
Существует еще одна причина, по которой необходимо включение дросселя для создания условий нормальной ручной сварки.
Характеристику зависимости напряжения дуги от ее тока называют падающей. Неопытному сварщику придется поверить, что такая зависимость полезна при сварке, если трудно выдерживать неизменное расстояние между электродом и свариваемыми частями. Чтобы обеспечить такую характеристику, индуктивного сопротивления только вторичной обмотки трансформатора недостаточно. Непосредственная задача дросселя для сварочного аппарата — прибавить недостающее сопротивление.
Как сделать дроссель и намотать его правильно?
Для намотки катушки дросселя можно воспользоваться магнитопроводом серии UI. В таблице 1 приведены размеры, соответствующие максимальным значениям параметров а и b.
Таблица 1.
Прежде чем делать намотку, необходимо изолировать ярмо. В процессе намотки ее направление не меняют. Очередной слой изолируют от предыдущего хлопчатобумажной изоляцией. Можно использовать стеклоткань или картон, предназначенный для изоляции. Изоляционную прокладку пропитывают бакелитовым лаком. Если при намотке делают выводы, то их следует сразу же маркировать.
Ступенчато регулировать ток сварочной дуги можно путем включения на выходе нагрузочного омического сопротивления в виде спирали из нихрома, с периодическими отводами. Однако этот метод неудобен из-за возможно большого нагрева нити (даже докрасна).
Для плавной регулировки создают подвижные обмотки трансформатора. Меняя расстояние между первичной и вторичной обмоткой, изменяют величину магнитного потока и, следовательно, сопротивление во вторичной обмотке трансформатора.
Но для сварочного аппарата, используемого в быту, наиболее подходящим является метод плавной регулировки с применением дросселя.
Контактная сварка с помощью одного суперконденсатора
Наверняка, при работе с аккумуляторами по их замене, вам требовалась контактная сварка. Так как литии-ионные батареи очень нежелательно паять обычным припоем, есть опасность перегрева. Покупать или мастерить дорогостоящее оборудование для двух-трех случаев точно не выгодно и затратно. А вот такой аппарат для контактной сварки доступен абсолютно каждому. Ведь он по сути состоит всего из одной детали, под названием — суперконденсатор.
Это почти такой же конденсатор, только высокой емкости. Обладающий всеми теми же плюсами, что и обычный конденсатор.
Понадобится
- Суперконденсатор (ионистор) напряжением 2,7 В и емкостью 500 Ф.
- Толстая проволока, сечением не менее 2 кв. мм.
Изготовление простейшего аппарата для контактной сварки из суперконденсатора
Моток с проволокой разматываем и отрезаем два одинаковых отрезка длиной 5-7 см.
Выпрямляем их кусачкам или плоскогубцами, чтобы они были очень ровные. Теперь с одной стороны у каждого отрезка напильником зачищаем край, снимая лаковую изоляцию.
А с другой стороны делаем острие.
Лудим контакты ионистора.
Лудим оголенные и тупые конца отрезков медной проволоки.
Припаиваем отрезки к контактам суперконденсатора.
Аппарат для контактной сварки полностью готов!
Осталось лишь подогнуть вывода кусачками, чтобы было минимальное расстояние между острием 2-3 мм.
Заряжаем током 5 А.
Напряжение не должно превышать 2,7 В. Хотя, как видите на фото, у меня оно больше на одну десятую. Это конечно не критично, но лучше не рисковать.
Зарядка продлилась примерно минут 15.
Контактная сварка
Теперь разберемся как сваривать. Поскольку наш аппарат до невозможности простой, он не может регулировать длину импульсов. Вся задача тем самым ложится на вас. Поэтому выдержку придется делать интуитивно.
Вот пример, как припаять металлическую полоску к батарейке. Кладем полоску на батарейку. Теперь подносим контакты аппарата и тем самым быстро замыкаем его.
Выдерживаем где-то 0,5 секунды и быстро убираем, чтобы не пережечь соединение.
Все приварилось отлично.
С первого раза сварку лучше не производить — обязательно потренируйтесь.
Свариваем лезвие:
Все надежно и точно не отвалится. Главный упор делайте на тренировки, а дальше все пойдет как по маслу. Одной зарядки ионистора хватит на десяток таких сварок.