Содержание
- Пайка полипропиленовых труб: инструкция по сварке ПП своими руками, схемы, нюансы и ошибки
- Специфика пайки труб из полипропилена
- Инструмент для монтажа полипропиленовых труб
- Как правильно паять полипропилен – инструкция
- Вывод и полезное видео о пайке полипропилена
- Как может быть выполнена пайка ПНД труб – надёжные и проверенные способы
- Разновидности соединений труб из полиэтилена (ПЭ)
- Стыковая сварка полиэтиленовых труб
- Муфтовая сварка ПНД труб
- Электромуфтовая сварка
- Выбор способа пайки ПНД труб
- Типы соединений
- Оборудование для сварки ПНД труб
Пайка полипропиленовых труб: инструкция по сварке ПП своими руками, схемы, нюансы и ошибки
Сварка полипропилена – один из способов соединения водопроводных и канализационных коммуникаций. При этом получают герметичные стыки, т. к. происходит сшивка изделий на молекулярном уровне. Если пайка полипропиленовых труб выполнена правильно, срок службы системы водоснабжения или водоотведения многократно увеличивается.
Специфика пайки труб из полипропилена
Сварка полимерных изделий выполняется с использованием технологии, которая реализуется благодаря применению свойств материалов. Полипропилен отличается пластичностью. Однако такое свойство изделия из ПП приобретают при изменении температуры. Ее повышение до некоторого уровня способствует размягчению материала.
Остывание разогретого стыка трубы тоже происходит быстро. По этой причине время пайки/спайки сокращается. Если выполнять действия по соединению коммуникаций медленно, качество стыка снижается. В этом случае сложно обеспечить герметичность шва.
Раструбное или муфтовое соединение Пайка полипропиленовых труб и фитингов Крепление для запорной арматуры Стыковая пайка труб большого диаметра
Сварка труб из полипропилена возможна благодаря свойствам этого материала. Температура плавления – от +149°С. Для пайки полипропилена используют паяльники. Они обеспечивают прогрев изделий из ПП до уровня +320°С, однако в домашних условиях применяется менее интенсивный режим работы (до +300°С).
Нельзя воздействовать на трубы ПП источником тепла, прогретым до критических температур. Также не рекомендуется слишком долго воздействовать на трубу паяльником. В таких условиях материал теряет свойства, изделия в результате сомнутся.
Общее описание технологии
Процесс сварки ППР труб имеет название – полифузная.
Существует 2 метода фиксации коммуникаций:
- муфтовый;
- стыковой.
Первая из технологий сварки полипропиленовых труб своими руками для начинающих подходит больше, т. к. требует меньше сноровки. Работу можно выполнить, даже если ранее монтаж трубопровода таким способом не производился.
Муфтовая спайка: 1 – труба полипропиленовая, 2 – муфта, 3 – нагретая часть паяльника, 4 и 5 – насадки (болванки)
{kind=link}
В основе муфтового метода – необходимость применения специальных соединительных элементов, которые полностью обхватывают торцевую часть коммуникаций. Внутри муфты находится соединительный шов 2 изделий. Для водопровода в бытовых условиях такой способ монтажа подходит больше.
Если нет возможности использовать фасонную деталь, можно сделать подобие ее. Для этого применяют прямолинейный участок коммуникаций, подрезают его. Учитывают, что в фитинг изделия заводятся с 2 сторон на некоторую глубину. Муфтовый метод применяется для стыковки коммуникаций диаметром до 63 мм.
Прямая спайка: 4 – нагретый блин паяльника, 5 – область пластиковой трубы, проходящая плавление.
{kind=link}
Прямой способ фиксации предполагает необходимость нагрева только торцевых участков труб. При этом не используют фитинг, шовное соединение ничем не закрывается. Такая технология применяется для сварки полипропиленовых труб большого диаметра, в быту используется редко.
Недостаток этого варианта заключается в сложности правильно расположить коммуникации в соответствии с осью. Даже небольшие отклонения в стороны могут привести к замедлению тока жидкости по трубопроводу. Для монтажа прямым методом дополнительно используют систему центровки.
Инструмент для монтажа полипропиленовых труб
| Фотография инструмента | Название |
|---|---|
| сварочный аппарат, для работы в домашних условиях рекомендуется использовать агрегаты, предназначенные для сварки труб ПП небольшого и среднего диаметра — до 63 мм. | |
| Труборез — идеальное устройство для отсечения полипропилена. | |
| Шейвер — предназначен для удаления слоя армировки. | |
| Торцеватель нужен для качественной стыковки трубы | |
| Маркер для разметки труб. | |
| При помощи строительного уровня и карандаша нарисуйте на стене направление труб | |
| Рулетка — один из главных инструментов в стройке. | |
| Обезжириватель нужен для удаления нечистот с поверхностей сварочных стыков. |
Паяльник можно приобрести или взять в аренду. Не всегда под рукой имеется торцеватель или шейвер. Однако эти инструменты понадобятся для работы с армированными трубами. Так, шейвер предназначен для удаления армировки. Его ножи расположены параллельно оси трубы. Благодаря этому осуществляется удаление среднего слоя коммуникаций. Торцеватель используется для подготовки труб, удаления слоя армировки. Такой инструмент обрабатывает торец, дополнительно он создает фаску.
Когда изучается информация, как правильно паять полипропиленовые трубы, нужно учитывать, что сначала составляется схема разводки водопровода в квартире, частном доме. Это необходимо сделать для расчета количества материалов, определения точной длины коммуникаций.
Для выполнения разметки используются маркер и рулетка. Причем необходимо определить не только места резки изделий, но и участков, которые будут заводиться в насадки сварочного аппарата
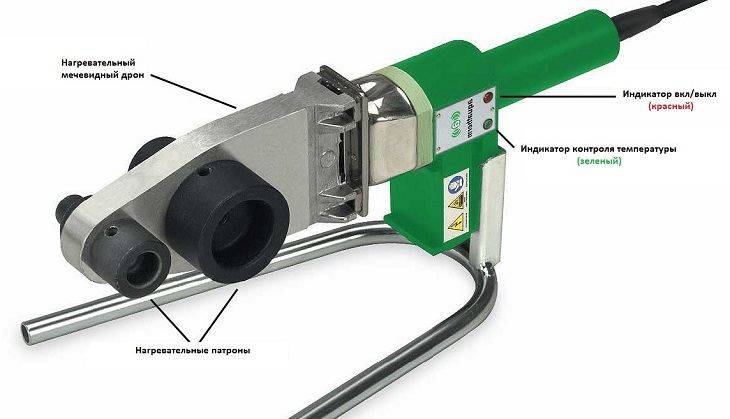
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в бытовых условиях используют первый из вариантов. Это обусловлено простотой конструкции, легкостью эксплуатации, небольшими габаритами.
Пайка полипропиленовых труб своими руками выполняется с помощью 2 видов устройств:
- мечевидный паяльник;
- цилиндрический.
Цилиндрический паяльникМечевидный паяльникДорны и гильзы для двух видов паяльников. Размеры насадок на паяльник
{kind=link}
{kind=link}
{kind=link}
Паяльники отличаются по форме нагревательного элемента. На плите мечевидных устройств предусмотрено несколько отверстий, что позволяет производить установку различных насадок, которые состоят из 2 частей: дорна и гильзы. Они предназначены для нагрева торцевых участков коммуникаций. Так, на дорн насаживается соединительный элемент, гильза предназначена для нагрева торцевого участка трубы.
Нагрев изделий с помощью насадок должен осуществляться одновременно. Когда изучается вопрос, как варить полипропиленовые трубы, необходимо использовать аппараты, в комплект которых входят насадки с тефлоновым покрытием. Это позволяет избежать прилипания расплавленного материала к металлу.
Цилиндрические устройства отличаются по конструкции от мечевидных, что обусловлено наличием нагревательного элемента в форме цилиндра. В этом случае используются насадки обжимного типа. Они надеваются на металлический цилиндр, прочно фиксируются. С двух сторон таких насадок предусмотрен дорн и гильза. Принцип пайки такой же, как и в случае с мечевидным аналогом.
Критерии выбора сварочных аппаратов
- Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%).
- Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать. Это важно, если нет опыта монтажных работ такого вида.
- Количество, тип и размер насадок. Определяют, какие изделия нужно паять. Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
- Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.
Чешская техника выигрывает по данному критерию, погрешность таких паяльников минимальная. Однако в быту новичкам следует использовать российские или китайские модели, т. к. они стоят дешевле, хоть и отличаются существенной погрешностью, которая у некоторых моделей составляет 10°.
Как правильно паять полипропилен – инструкция
Нужно действовать последовательно, в этом случае вероятность того, что будет допущена ошибка, снижается.
Пошаговая инструкция по пайке полипропиленовых труб Инструкция по пайке :
- Подготавливают помещение. Учитывая, что во время пайки высвобождаются токсичные вещества, следует обеспечить эффективную циркуляцию воздуха.
- После нарезки края коммуникаций обрабатывают торцевателем или фаскоснимателем. Делают фаски, это облегчает стыковку труб.
- Материалы обезжиривают: очищают от пыли, обрабатывают уайт-спиритом. Продолжать работу нужно, когда поверхность полностью высохнет.
- Включают паяльник, предварительно установив температуру на требуемый уровень (+260°С).
- Когда загорится зеленая лампочка на корпусе паяльника, можно переходить к пайке. В насадку-гильзу устанавливают трубу, на дорн – фитинг.
- Одновременно прогревают 2 элемента будущего трубопровода: фасонную деталь, трубу.
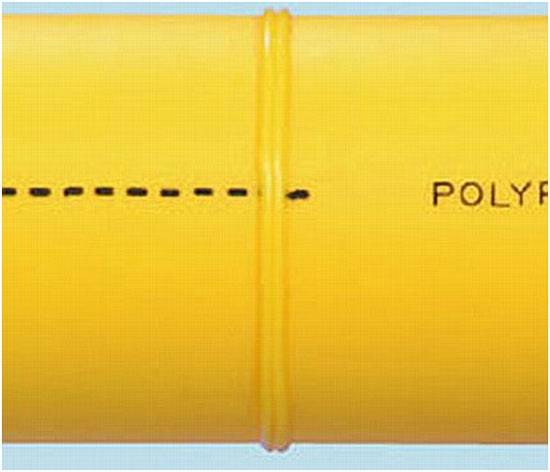
- Выждав время, указанное в таблице выше, трубу и фасонный элемент снимают с насадок и стыкуют друг с другом. При этом детали нужно удерживать неподвижно. Коммуникации стыкуют до предварительно нанесенной продольной линии. Малейшее смещение еще не застывшего полипропилена приведет к разрушению молекулярных связей. В дальнейшем это может стать причиной появления течи.
Таблица пайки полипропиленовых труб
| Диаметр труб, мм | Длина участка, который нагревается, мм | Длительность периода пайки, секунды | ||
| Выдержка трубы в насадке паяльника | При соединении участков трубопровода | При затвердевании полипропилена | ||
| 16 | 12 | 4-5 | 4 | 120 |
| 20 | 14 | 5 | ||
| 25 | 15 | 6-7 | 6 | |
| 32 | 16 | 8 | 240 | |
| 40 | 18 | 10-12 | ||
| 50 | 20 | 18 | ||
Время нагрева и выдержки ПП-труб при заданной температуре паяльника позволяет обеспечить высокое качество шовного соединения. Слабый нагрев не позволит размягчить коммуникации. Стыковать трубы при этом будет невозможно.
Соединение труб пайкой с армированием
Температура эксплуатации коммуникаций для холодного водоснабжения изменяется в пределах -10…+90°С. Под воздействием теплоносителя трубопровод изгибается, т. к. происходит интенсивное линейное расширение. Значит, для отопления нужно использовать трубы, которые отличаются более подходящими характеристиками.
1 – отрезаем нужную длину трубы. 2 – снимаем армировку швейиром. 3 – разметка направления. 4 – нагревание трубы и фитинга. 5, 6 – соединение трубы с фитингом и фиксация.
Так, в условиях воздействия высоких температур применяют изделия, армированные стекловолокном или алюминием. Такие трубы представляют собой многослойные изделия: поверх полимерного изделия тонким слоем накладывается стекловолокно и закрывается слоем ПП. Преимущества:
- относительная стабильность линейного расширения, даже под воздействием высоких температур геометрия изделия изменяется незначительно;
- способность выдерживать давление до 10 атм, для сравнения, в многоквартирных домах коммуникации подвергаются менее интенсивному влиянию (6-8 атм);
- благодаря наличию слоя армировки увеличивается срок службы трубопровода;
- трубы с внутренним усилением проявляют устойчивость к воздействию высоких температур, при которых классический вариант коммуникаций начинает плавиться.
Технология пайки армированных труб не отличается от метода стыковки неармированных коммуникаций за единственным исключением: на подготовительном этапе торцы изделий нужно зачистить от усиливающего слоя, для чего применяют торцеватель, шейвер. После подготовки трубы обезжиривают, затем нагревают с помощью паяльника и соединяют.
Правила пайки ПП, позволяющие избежать ошибок
- Диаметр трубы из полипропилена подбираются по таблице размеров;
- перед работой подготавливают все необходимое, т. к. сварка выполняется быстро, времени на подготовку в процессе монтажа не будет, паяльник включают, когда коммуникации уже нарезаны;
- сварочный аппарат должен быть надежно зафиксирован на горизонтальной поверхности, от этого будет зависеть качество шва, такие агрегаты оснащаются специальными подставками, но некоторые модели устанавливаются непрочно, поэтому требуется дополнительно закрепить их;
- температура плавления полипропилена намного меньше значения, которое задается в настройках сварочного аппарата, такая разница обусловлена необходимостью быстро размягчить трубу, достаточной считается температура +260°С;
- не следует изменять температурный режим при использовании более крупных изделий, когда выполняется пайка ПП-труб, температура нагрева не изменяется при увеличении диаметра коммуникаций, из таблицы выше можно узнать, что размеры изделий лишь определяют продолжительность нагрева материала;
- нужно ориентироваться по индикации: красная лампочка свидетельствует о том, что включился нагревательный элемент, зеленая – обозначает, что достигнуто заданное значение температуры;
- часто пользователи пропускают этап обезжиривания материала, однако наличие пыли, капель воды на участке среза может стать причиной ослабления шва, т. к. при этом структура материала становится более пористой;
- когда выполняется монтаж трубопровода сложной конфигурации, нужно соединять трубы под разными углами, их также поворачивают относительно друг друга; чтобы не нарушить соосность изделий, рекомендуется сначала определить точное положение коммуникаций, затем выполняется их предварительный монтаж (без использования паяльника), на этом этапе нужно провести разметочную полосу по осевой линии через 2 соединяемые детали.
Следует учитывать, что тонкостенные трубы прогреваются быстрее. Значит, период работы паяльника сокращается в 2 раза. Если изучается вопрос, при какой температуре паять такие трубы, нужно помнить о том, что значение этого параметра не зависит от габаритов изделия. Тонкостенные коммуникации соединяют между собой при таком же температурном режиме, что и толстостенные.
Влияние ошибок на качество сварки
Вот что бывает, если паять пп трубы не правильно!
Наиболее часто встречающиеся нарушения технологического процесса пайки:
- не выполняется обезжиривание поверхностей, в результате снижается качество шовного соединения;
- угол среза трубы и фитинга не соответствует 90°;
- недостаточное углубление трубы в фитинг или, наоборот, коммуникации заводят в фасонный элемент до упора, в результате внутри образуется крупный шов, который затрудняет ток жидкости;
- нарушение технологии прогрева: трубы находились на насадках слишком мало или, наоборот, много времени, в обоих случаях качество шовного соединения будет низким;
- при соединении армированных труб слой усиления на торцевом участке был удален не полностью, в результате этот материал будет препятствовать расплавлению полипропилена, такой шов будет непрочным, или его вовсе не получится выполнить;
- после стыковки положение деталей корректировалось, что привело к снижению надежности шва; чтобы избежать таких последствий, следует выдержать время после соединения трубы и фитинга, обеспечив неподвижность деталей.
Как спаять ПП трубы без паяльника
Когда рассматриваются методы, как сварить полипропиленовые трубы, не всегда есть возможность использовать специальный паяльник. В этом случае выбирают другие варианты, среди них:
- газовая горелка;
- компрессионная муфта;
- холодная сварка.
Способ с газовой горелкой менее предпочтителен.
Если применяется горелка, не получится равномерно прогреть полипропилен. В результате шовное соединение будет выглядеть неаккуратно, в этом случае надежность шва снижается. Со временем на данном участке может появиться течь. Использовать такой метод можно в крайнем случае и только при монтаже систем холодного водоснабжения.
Соединение пп трубы компрессионной муфтой
Компрессионная муфта обеспечивает надежное соединение коммуникаций, используется в качестве полноценной замены сварочного аппарата. Однако стоимость такого элемента высокая. В результате расходы увеличатся, т. к. для разводки труб по всему помещению понадобится большое количество компрессионных фитингов.
Метод склеивания полипропиленовой трубы.
Метод холодной сварки тоже эффективен. В данном случае применяют двухкомпонентный эпоксидный состав. Такой материал позволяет получить надежное соединение без специального оборудования.
Для фиксации коммуникаций нужно нанести клеящее вещество на очищенные и обезжиренные поверхности изделий. Затем трубу и фитинг стыкуют, плотно удерживая. Клей схватывается в течение 10 минут. На его полное отвердевание уходит 1 час. Данный вариант можно применять только при монтаже системы холодного водоснабжения.
Вывод и полезное видео о пайке полипропилена
Когда выполняется пайка полипропиленовых коммуникаций, нужно правильно подготовить материал (производится его разметка, нарезка), инструмент. Работы выполняют последовательно. Например, если пропустить этап обезжиривания, шов будет недостаточно надежным.
Видео инструкция по пайке полипропиленовых труб:
Важно выполнять правила нагрева и стыковки труб, в противном случае после ввода трубопровода в эксплуатацию может возникнуть необходимость в его ремонте. О тонкостях пайки можно узнать из видео.
Как может быть выполнена пайка ПНД труб – надёжные и проверенные способы
Полиэтиленовые трубы, производимые главным образом из ПНД (полиэтилена низкого давления), занимают прочное место во многих сферах промышленности, строительства и быта благодаря наличию множества технологически выгодных характеристик. Это обусловливает необходимость в оптимальных способах их соединения, без чего невозможен процесс монтажа и обустройства трубопроводных линий.

Разновидности соединений труб из полиэтилена (ПЭ)
Среди различных типов соединений между полиэтиленовыми трубами выделяют разъёмные и неразъёмные.
Разъёмный способ позволяет по окончании эксплуатации разбирать собранную конструкцию. Соответственно, он оптимален в тех случаях, когда нет потребности в её длительном использовании. Подобное соединение труб осуществляется посредством стальных фланцев.
Более прочным и чаще применяемым на практике является неразъёмное соединение. Оно осуществляется посредством сварки, или пайки ПЭ труб, которая, в свою очередь, может быть стыковой или муфтовой. Оба способа являются эффективными и надёжными, позволяя получать монолитные прочные соединения.
Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.

Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.

Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения.
Обязательным условием для высокой эффективности стыковой сварки является её выполнение посредством одного шва. Только в таком случае достигается максимальная прочность сварного соединения, иначе она может оказаться недостаточной.
Муфтовая сварка ПНД труб
Муфтовый способ спайки полиэтиленовых труб осуществляется посредством специального устройства, называемого паяльником, и комплекта специальных насадок нужного диаметра. В процессе сварки используются фитинговые изделия: муфты, тройники или уголки. Торцы соединяемых заготовок привариваются к фитингам, которые служат в качестве соединяющих элементов.
Паяльник для труб ПНД имеет нагреваемые металлические детали, через непосредственный контакт с которыми осуществляется разогрев свариваемых изделий. Это, в частности, дорн, нагревающий внутреннюю поверхность фитинга, и гильза, в которую вставляют трубу для нагрева. Дорн и гильза скручиваются между собой и устанавливаются в отверстие паяльника для ПЭ труб. Читайте также: «Соединительная сварка ПНД труб: виды и особенности соединения».
При наличии необходимого паяльного агрегата можно осуществить пайку ПНД труб своими руками. Работа эта не очень сложна и под силу любому домашнему мастеру.
Перед тем, как спаять ПНД трубу своими руками, следует произвести некоторые предварительные работы, в частности:
- Подрезать заготовки специальными ножницами до нужных размеров. Срезы должны быть строго перпендикулярны продольной оси заготовок.
- Очистить торцевые участки соединяемых изделий.
- Закрыть пробками торцы тех труб, которые не свариваются в данный момент, во избежание загрязнения и охлаждения.
- Очистить нагреваемые поверхности паяльного агрегата от засорений и частиц, которые могли остаться от предыдущей работы.
Далее можно приступить непосредственно к процессу пайки, который также состоит из ряда последовательных этапов.
- Нагревание насадочных деталей паяльника до необходимой температуры. Когда разогрев достигает требуемых значений, индикатор на корпусе устройства подаёт специальный сигнал.
- ПНД труба до упора вставляется в гильзу, а фитинг также до упора насаживается на дорн. Для выполнения данного действия может потребоваться некоторое усилие.
- По мере вставки трубы и насаживания на неё фитинга излишки расплавленного материала выдавливаются наружу с поверхности изделия. В результате в области сварной кромки формируется своеобразный кольцевой валик, называемый гратом.
- Соединяемые детали снимаются с насадки, после чего труба вставляется в фитинг так, чтобы она плотно соприкасалась с кольцевым валиком. Читайте также: «Какие бывают фитинги для ПНД труб, какие лучше использовать для соединения труб».
- Дожидаются остывания сваренных труб, не подвергая их никаким внешним воздействиям.
После выполнения всех указанных процедур, процесс пайки полиэтиленовых труб своими руками можно считать завершённым. Как видно, он не представляет большой сложности, однако дополнительно следует знать некоторые нюансы, которые должны учитываться при проведении сварочных работ. Во-первых, существуют специальные таблицы, по которым рассчитывается продолжительность процесса пайки для труб того или иного диаметра. Затем, касательно муфтовой пайки полиэтиленовых труб инструкция гласит, что надавливание при вставке деталей следует прекращать, если фитинг и труба достигли упора. Соблюдение данного правила является очень важным – в противном случае прочность соединения будет недостаточной. Читайте также: «Как выполняется сварка полиэтиленовых труб – правила технологии процесса».
Ввиду того, что выявление точной глубины погружения трубы в процессе сварки затруднительно, следует заранее замерить её и сделать соответствующую метку на поверхности изделия.
Электромуфтовая сварка
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.
Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.
Выбор способа пайки ПНД труб
Не каждый из перечисленных вариантов может удачно подойти для соединения ПНД труб в тех или иных условиях. Различные способы имеют свои преимущества и недостатки, и наряду с этим имеется ряд факторов, от которых также зависит ответ на вопрос, как паять полиэтиленовые трубы в той или иной конкретной ситуации.
В частности, если требуется обеспечить гибкость на всём протяжении трубопровода без формирования жёстких участков, тогда наилучшим вариантом будет стыковая сварка. Дополнительными её преимуществами являются простота и экономичность. Читайте также: «Как выпрямить ПНД трубу – доступные и проверенные способы».
Муфтовый способ является оптимальным в тех случаях, когда необходимо провести пайку в труднодоступных для работ местах. Поскольку в такой ситуации осевые смещения изделий относительно друг друга затруднены, стыковая сварка становится невозможной, и единственно приемлемым способом является муфтовое соединение.
В наиболее труднодоступных участках при сильной ограниченности места для работ производится пайка ПНД труб электромуфтовым способом. Другим существенным преимуществом такого метода является его быстрота, что также иногда имеет важное значение.
Наконец, в тех случаях, когда есть потребность в одноразовом соединении труб для выполнения той или иной краткосрочной работы, пайка не требуется вовсе, и можно обойтись временным разъёмным соединением.
Типы соединений
В процессе конструирования или ремонта участков водопроводных сетей из полиэтиленовых труб немаловажным является их надлежащее соединение. Рассмотрим несколько вариантов соединений, включая сварку полиэтиленовых труб. Так, в зависимости от функционального назначения соединения подразделяются подразделяются на две группы:
1. Разъемные — могут быть демонтированы в течение срока службы, что оптимально для безнапорных систем. а) фланцевые. Выполняются с помощью втулок под фланцы для ПЭ труб, привариваемых к торцам труб, а также накидных фланцев из металла. б) компрессионные. Выполняются для труб диаметром менее 50 мм и при соединении с элементами из других материалов (металл). Оптимальны при замене отдельных участков трубопровода. в) цанговые обжимные. Рассчитаны на давление до 25 атм, герметичность достигается благодаря наличию резинового уплотнительного кольца.
2. Неразъемные – в течение срока службы демонтаж не предусмотрен.
а) стыковая сварка ПНД. Предусматривает использование нагретого инструмента. Используется для сварки ПНД труб диаметром 63 мм и более, а прочность в месте сварки сравнима с прочностью однородного участка. Сварка встык — наиболее универсальный и эффективный способ соединения, поэтому рассмотрим технологию сварки ПНД труб подробнее.
б) сварка муфтой с закладными электрическими нагревателями . Рассчитано на давление 16 Атм , незаменима в условиях высокой стесненности, однако является наиболее экономически затратным видом сварки труб.
Стыковая сварка ПНД труб
Концы соединяемых элементов фиксируются в центраторе аппарата для сварки встык. После очищения х/б тканью от грязи и пыли поверхности подвергаются торцовке, или механической обработке до параллельности труб. Затем торцы нагреваются и оплавляются, смыкаются при одновременном поднятии давления прижима. Шов после стыковой сварки полиэтиленовых труб охлаждается в течение требуемого промежутка времени.
Контроль качества швов
Контроль качества пайки ПНД труб прежде всего производится визуально:
— шов не должен быть ниже уровня поверхности трубы,
— допускается взаимное смещение не более 10% от толщины стенки трубы,
— высота валика, снаружи и внутри, должна быть не более 2-2,5 мм (толщина трубы до 5 мм) и не более 3-5 мм (толщина – 6-20 мм).
Оборудование для сварки ПНД труб
Категории
- Фены
- Bamperus
- Фены без комплектов
- Комплекты для сварки линолеума
- Комплекты для сварки прутком
- Комплекты для сварки внахлест
- Фены для промышленного использования
- Нагреватели со встроенной подачей воздуха (тепловентиляторы)
- Нагреватели с отдельной подачей воздуха
- Насадки для термофена
- Ролики прикаточные
- Ножи для сварки линолеума
- Укладка напольных покрытий
- Автоматические аппараты для сварки линолеума
- Набор для сварки линолеума
- Аппараты для расшивки шва
- Аксессуары для укладки линолеума
- Оборудование для сварки горячим воздухом
- Оборудование для сварки кровли
- Автоматические сварочные аппараты для сварки кровли
- Набор для сварки кровли
- Оборудование для сварки баннеров
- Автоматические сварочные аппараты для сварки тентовой и баннерной ткани
- Фены для сварки баннеров
- Оборудование для сварки листового пластика
- Экструдеры для сварки пластика
- Набор для сварки прутком
- Нагреватели для аппаратов горячего воздуха
- Оборудование для сварки кровли
- Оборудование для сварки геомембраны
- Автоматические сварочные аппараты для сварки геомембран
- Фены для сварки геомембраны
- Экструдеры для сварки геомембраны
- Аксессуары для сварки геомембран
- Оборудование для сварки враструб
- Ручные аппараты для сварки враструб
- Центраторы для раструбной сварки
- Сварочные насадки для раструбной сварки
- Оборудование для сварки ПНД труб
- Машины с механическим приводом для стыковой сварки труб
- Машины с гидравлическим приводом для стыковой сварки труб
- Аппараты для электромуфтовой сварки труб из ПЭ и ПП
- Ручные аппараты для стыковой сварки труб
- Вкладыши к аппаратам стыковой сварки
- Прочистные машины и тросы для прочистки канализации
- Механические прочистные машины
- Насадки для механических машин
- Насадки для штанговой машины Питон-Е (RD-E-M)
- Для секционных спиралей 32мм. Для машин Крот-88, Хот-Роддер, Питон-E (RD-SG)
- Насадки для секционных спиралей машины К-95
- Насадки для спиралей Flexicore
- Насадки для механических машин
- Профессиональные сантехнические тросы
- Аксессуары к сантехническим тросам
- Видеодиагностическое, радиолокационное и тепловизионное оборудование
- Прочистные ручные устройства для труб
- Домашний инструмент
- Ленты для очистки канализационных труб
- Механические прочистные машины
- Оборудование для проверки и перекрывания трубопроводных систем
- Техника для замораживания труб
- Опрессовочные насосы
- Опрессовщики электрические
- Опрессовщики ручные
- Компрессоры для промывки труб
- Алмазный инструмент
- Резчики швов
- Установки алмазного бурения
- Алмазные коронки
- Принадлежности к сверлильным установкам
- Магнитные сверлильные станки
- Фрезы, сверла, патроны
- Спиральные сверла
- Кольцевые фрезы для станков на магнитном основании
- Адаптеры для кольцевых фрез
- Фрезы, сверла, патроны
- Металлообработка
- Пилы для резки труб
- Отрезные диски
- Ленточные пилы
- Ленточные полотна
- Прямошлифовальная машина ПМШ
- Рельсосверлильные станки
- Пилы для резки труб
- Оборудование для монтажа труб
- Резьбонарезное оборудование
- Аксессуары для резьбонарезного оборудования
- Клуппы ручные
- Клуппы электрические
- Резьбонарезные станки
- Устройства для накатки желобков
- Трубогибы
- Роликовые трубогибы
- Трубогибы гидравлические ручные
- Трубогибы гидравлические электрические
- Аксессуары для трубогибов
- Развальцовщики, отбортовщики, трубные экспандеры
- Труборезы и фаскосниматели
- Ролики для труборезов
- Труборезы для стальных и медных труб
- Гратосниматели и фаскосниматели
- Ножницы и труборезы для пластмассовых труб
- Запасные ножи для трубореза
- Запчасти к ножам
- Гильотины для резки труб
- Верстаки
- Тиски
- Аксессуары
- Резьбонарезное оборудование
Мы приветствуем нашего постоянного читателя и предлагаем вашему вниманию статью о том, что такое сварка полиэтиленовых труб – очень надежный метод соединения полиэтиленовых трубопроводов.
При устройстве инженерных систем в доме, подключении усадьбы к магистрали холодной воды или прокладке напорной канализации недорогие и практичные полиэтиленовые трубы просто незаменимы. Для монтажа трубопровода в земле и подвальных помещениях полиэтиленовые трубы – оптимальный вариант по соотношению цены и технологических качеств.
Полиэтилен как материал для инженерных систем недооценен, хотя достоинства ПЭ трубопроводов неоспоримы. Полиэтиленовые изделия абсолютно безвредны для человека, материал химически инертен, прочен и одновременно пластичен, морозостоек (выдерживает замерзание с водой). Недостатки полиэтилена – нестойкость к ультрафиолету и повышенным температурам – ограничивают его применение под открытым небом и для систем отопления и горячей воды, но для прокладки в земле полиэтиленовые коммуникации практически идеальны.
Гибкость полиэтиленовых труб позволяет прокладывать их без фитингов на поворотах, возможность укладки цельного куска от магистрали к узлу учета в доме – также большой плюс, ведь экономия финансов весьма существенна, и монтаж гораздо легче. Надежность и герметичность швов позволяют закрывать и заливать коммуникации стяжкой или фальш-стеной. Неразъемное соединение не требует обслуживания и регулярных осмотров, как разъемное соединение при помощи цанговых муфт.
Способы состыковки ПЭ труб
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.
Выделять какой-то способ сварки как диффузионный неправильно. По сути, любая сварка полиэтилена содержит в основе процесс диффузии разогретых молекул.
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой. Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто. Соединение получается надежным и прочным, можно сварить небольшие диаметры.
Этот метод применим на трубах с толщиной стенки больше 4,5–5 мм и диаметром более 50 мм.
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют. Между торцами труб для нагрева вводят нагреватель, трубы прижимают к нему и прогревают до размягчения торцов. Затем быстро убирают нагреватель, торцы сжимают таким образом, чтобы образовался небольшой кольцевой наплыв в месте стыка – грат. Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер. Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха. Желательно на торцах снимать фаску.
Качество шва получается очень высоким. Достоинство метода в том, что можно заварить уже проложенную полиэтиленовую трубу, не демонтируя трубопровод.
Сварка электромуфтовая
Это самый надежный, удобный и универсальный метод соединения. Его можно применять даже в труднодоступных местах. Но, к сожалению, он и самый дорогой – электросварные фитинги недешевы, сварочный аппарат также стоит немало. Сварка с помощью терморезисторных муфт применяется от небольших до самых больших диаметров полиэтиленовых трубопроводов.
При терморезисторной сварке полиэтиленовые заготовки обрезаются строго перпендикулярно, тщательно зачищаются от заусенцев и пыли, вставляются в муфту, центруются с помощью специальных приспособлений. В муфте имеется нагревательный элемент. Он подключается к специальному сварочному аппарату, подается ток, элемент разогревает муфту и торцы труб, и они свариваются.
При этом виде сварки крайне важно сохранить неподвижность соединения до полного остывания.
Какой способ лучше
До выбора лучшего способа соединения необходимо определить, какой из них применим в конкретном случае в зависимости от диаметра трубопровода.
Самый надежный и универсальный способ – сварка при помощи терморезисторных муфт. Но муфты, особенно больших диаметров, дороги, дорог и сварочный аппарат (но его можно взять напрокат). Поэтому такая сварка при обустройстве частного дома не слишком распространена.
Чаще сваривают встык или при помощи муфт под пайку. Сварка встык применяется на полиэтиленовых трубах с большой толщиной стенки, в частных домах такие обычно не используют. Эструзионная сварка пока не слишком распространена, в основном из-за малой известности метода.
Рекомендации для проведения качественной сварки
Для сварки ПЭ особое значение имеют качество обработки торцов стыкуемых труб. Они должны быть тщательно очищены от стружек, заусенцев, пыли, грязи, жира. Важно также тщательное центрирование заготовок, отсутствие эллипсности, точное совпадение диаметра и толщины стенок заготовок.
Нельзя трогать соединение до полного остывания. Нельзя проводить работы под дождем, снегом, в мороз.
Особенности работы с ПВД и ПНД
Эти два вида полиэтилена немного различаются по своим техническим характеристикам и параметрам. Информация сведена в таблицу.
| Характеристика | ПВД (ПНП) | ПНД (ПВП) |
| Температура плавления, °С | 103-110 | 125-132 |
| Температура размягчения, °С | 100 | 120-125 |
| Жесткость | небольшая | большая |
| Гибкость | большая | небольшая |
| Хрупкость | маленькая | больше, чем у ПВД |
| Прочность | средняя | высокая |
При сварке следует учитывать, что для расплавления ПВД требуется более низкая температура, чем для ПНД. ПНД имеет большую прочность, чем ПВД.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Перед манипуляцией необходимо ровно отрезать заготовки и тщательно зачистить и обезжирить торцы.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.
Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали. Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала. Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.
Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:
{kind=link}
{kind=link}
{kind=link}
Полиэтилен – замечательный материал для прокладки трубопроводов под землей. Научиться его монтировать и соединять различными способами несложно, эти работы вполне выполнимы своими руками. Мы прощаемся с нашим любимым читателем и желаем ему успехов в прокладке инженерных коммуникаций к родному дому. Подписывайтесь на нашу рассылку, получайте новую интересную информацию по вопросам ремонта, делитесь интересной информацией с друзьями в соцсетях.